Hey Maker Friends. Let’s talk about one of the biggest untruths floating around the 3D printing polymer clay community.
If you’ve ever looked up how to print sharper clay cutters, you’ve probably been hit with the exact same advice: “You have to switch your printer to a 0.2mm nozzle.”
Do not touch that wrench. Leave your 0.4mm nozzle exactly where it is. On your machine!
I fell for this trap early on. I really did. I swapped my nozzle, convinced it was the magical secret to getting a razor-thin cutting edge for my earrings.
You know what I actually got?
- Hotend clogs.
- A fragile, stringy mess of a blade that snapped the second it touched the clay.
- Print times that completely killed my ADHD momentum. No, I do not want to wait three hours to print a two-inch floral cutter. Even if I have 7 other projects I can do in the meantime.
And let’s be clear – a .2mm nozzle doesn’t double the time to print over a .4mm nozzle. It quadruples it. Because in 3D printing we are dealing with volume, not just height and width. A .2mm nozzle has to literally work 4 times longer to extrude the same filament as a .4mm nozzle. Ask me about the time I filled my build plate (tiny at that! It was the Bambu Lab A1 Mini) with all the tools I could fit and decided to slice it with a .2mm nozzle. 28 hours! No, I didn’t send the job to the printer. I re-set everything and sent a much shorter job instead. I woke up the next morning to some nice tools waiting for me. And I sleep 7 hours, not 16. =D
Here is the truth that many don’t understand about making clay tools: Sharpness isn’t about the size of the hole the plastic comes out of (aka the nozzle). It’s about the geometry of the digital file. And the slicer settings.
A standard 0.4mm nozzle is the absolute workhorse of 3D printing. It is reliable, it is fast, and it rarely jams. I love my 0.4mm nozzle. Yes, I do.
And yes, it can print an incredibly sharp cutting edge—if the 3MF file is engineered correctly.
If a cutter design has a clunky, thick wall that doesn’t taper correctly at the top, a tiny nozzle isn’t going to save it. It’s just going to print a bad, blunt design slightly slower.
A beautifully designed cutter should feature a perfectly calculated bevel. It should taper down to a single, clean perimeter of extruded plastic at the very top edge.
When the geometry of the file is right, your standard 0.4mm nozzle will extrude a cutting wall that is exactly 0.4mm thick. That is practically paper-thin. That is more than sharp enough to cut through conditioned clay with zero drag. If the blade is designed correctly. And yes, the slicer settings matter as much as the file geometry. Many a perfect file has printed horribly due to bad slicer settings. I’ll cover those in a future post.
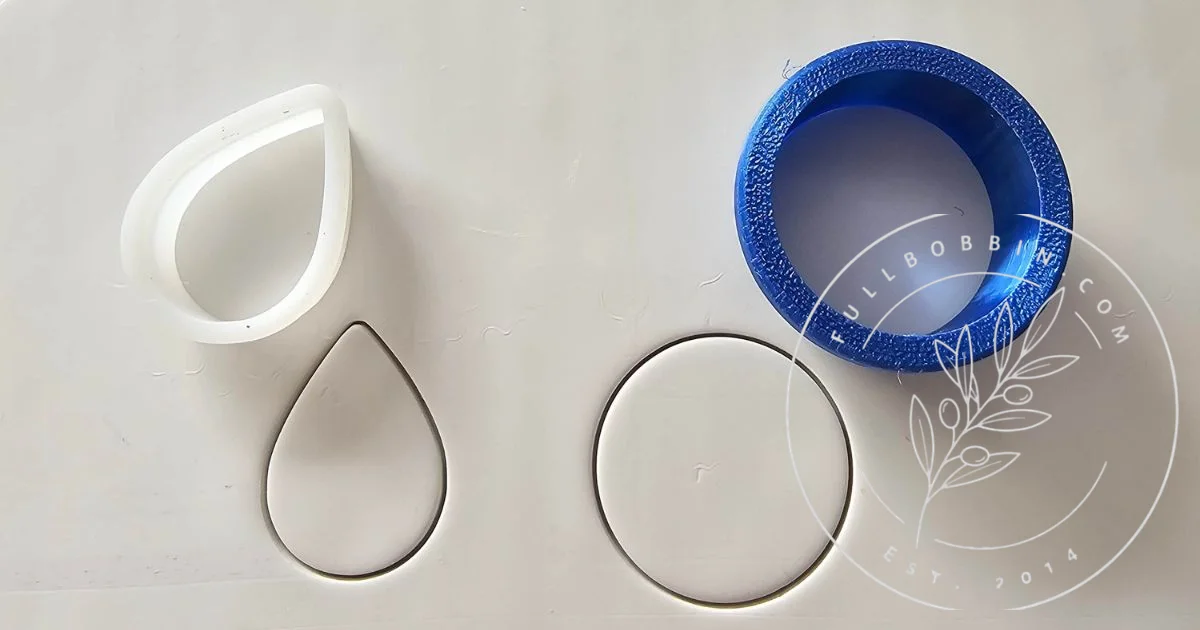
I know “4” is double “2” so you may still say “but a .2mm cutting edge is sharper!” And, yes, mathematically, this is true. But, practically, your eyes cannot see it. Neither can your clay! Truly. Take a look at this image.

This is one of my .2mm edge, resin printed cutters vs one of my .4mm edge FDM printed cutters. There is no functional difference in the slightest. Can you tell which cutter is which? The cuts are identical. But just so you can sleep tonight, not having a repeating loop wondering which one is the .4mm nozzle printed one, it’s the blue circle one.
Have you ever stopped to ponder the exact difference .2mm makes? It’s not much. The average playing card is about that, give or take. I’ve had sessions where I’ve busted out the calipers and measured playing cards and run of the mill copy paper. My cards came in at .25mm and the paper at .06mm <- real cheapo lightweight paper, that is. Anyway, my point is that at the scale we are working at, all other things being equal, a .2mm cutting edge cutter is not going to cut your clay better than a .4mm edge. And I said “all other things being equal” because it matters. A .4mm edge cutter that is correctly designed in the 3D CAD program will outperform a .2mm edge cutter that isn’t.
This is exactly why I spend way too many hours obsessing over the angles in my 3D models before I ever hit save. I want you to get flawless, sanding-free edges without ever having to take apart your hotend.
I’ve got something big in the works and I can’t wait to launch it. It will be a community where I will provide the same exact 3MF files I’ve been designing for several months now. They are rigorously tested and optimized specifically for a standard 0.4mm nozzle. The big launch is about 4 weeks away. Stay tuned Maker friends!
Save your sanity. Keep the 0.4mm installed, hit print, and get back to making.
Leave a Reply